


P91 soliede legeringsbuis



P91 allooi pyp volgens GB/T8162-87
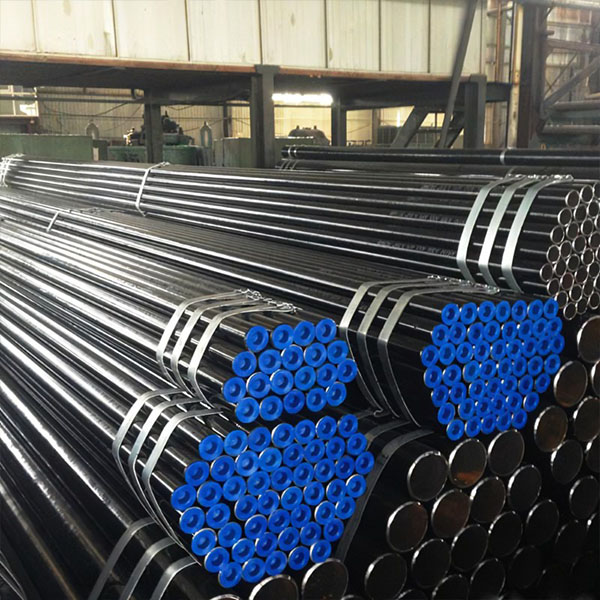
4.1. Spesifikasies: Die buitenste deursnee van die warmgewalste buis is 32 ~ 630 mm. Die wanddikte is 2,5 ~ 75 mm. Die buitenste deursnee van koudgewalste (koudgetrekte) pyp is 5 ~ 200 mm. Die wanddikte is 2,5-12 mm.
4.2. Voorkomskwaliteit: die binne- en buite-oppervlaktes van die staalpyp moet nie krake, voue, rolle, delaminering, haarlyne en littekendefekte hê nie. Hierdie defekte moet heeltemal verwyder word, en die wanddikte en buitenste deursnee moet nie die negatiewe afwyking na verwydering oorskry nie.
Vervaardigingsmetode
Volgens verskillende produksiemetodes kan dit verdeel word in warmgewalste buise, koudgewalste buise, koudgetrekte buise, geëxtrudeerde buise, ens.
1.1. Warmgewalste P91-legeringsbuise word oor die algemeen op outomatiese buisrolmeule vervaardig. Die soliede buis word geïnspekteer en van oppervlakdefekte skoongemaak, tot die verlangde lengte gesny, op die geperforeerde punt van die buis gesentreer, en dan na die verwarmingoond gestuur om verhit en deurboor te word op die steekmasjien. Wanneer die perforasie voortdurend roteer en tegelykertyd voortbeweeg, onder die werking van die roller en die prop, word 'n holte geleidelik binne-in die buisblanko gevorm, wat 'n kapillêre buis genoem word. En dan na die outomatiese walserij gestuur om verder te rol. Laastens word die hele wanddikte deur die gelykmaakmasjien gelykgemaak, en die deursnee word deur die groottemasjien gedimensioneer om aan die spesifikasievereistes te voldoen. Dit is 'n meer gevorderde metode om warmgewalste P91-legeringspype te vervaardig met behulp van deurlopende pyp-walsmeule.
1.2. As jy naatlose pype met kleiner grootte en beter kwaliteit wil verkry, moet koudrol, kouetrek, of 'n kombinasie van die twee metodes gebruik word. Koue wals word gewoonlik op 'n twee-hoë walswerk uitgevoer. Die staalpyp word gerol in 'n ringvormige gang wat gevorm word deur 'n veranderlike deursnee sirkelvormige gatgroef en 'n stilstaande tapse prop. Koue trek word gewoonlik op 'n enkelketting of dubbelketting koue trekmasjien van 0,5 tot 100T uitgevoer.
1.3. Die ekstrusiemetode is om die verhitte buis leeg in 'n geslote ekstrusiesilinder te plaas, en die geperforeerde staaf en die ekstrusiestaaf beweeg saam om die geëxtrudeerde deel uit die kleiner matrysgat te ekstrudeer. Hierdie metode kan staalpype met kleiner diameters produseer.


2.1. P91-legeringsbuis het 'n wye verskeidenheid gebruike. Die algemene P91-legeringspyp word van gewone koolstof-struktuurstaal, lae-legering-struktuurstaal of legerings-struktuurstaal gerol, en het die grootste uitset. Dit word hoofsaaklik gebruik as pypleidings of strukturele dele vir die vervoer van vloeistowwe.
2.2. Volgens verskillende doeleindes word dit in drie tipes voorsiening verdeel: a. Volgens chemiese samestelling en meganiese eienskappe; b. Volgens meganiese eienskappe; c. Volgens hidrouliese toets. Staalpype wat volgens kategorie a en b verskaf word, indien gebruik om vloeistofdruk te weerstaan, moet ook aan 'n hidrouliese toets onderwerp word.
2.3. P91-legeringspype vir spesiale doeleindes sluit in P91-legeringspype vir ketels, P91-legeringspype vir geologie en naatlose pype vir petroleum.
Die vernaamste legeringselemente van legeringspype is silikon, mangaan, chroom, nikkel, molibdeen, wolfram, vanadium, titanium, niobium, sirkonium, kobalt, aluminium, koper, boor, seldsame aarde, ens. Legeringstaalpype bevat yster, koolstof en 'n klein hoeveelheid onontbeerlik Benewens die vermyding van silikon, mangaan, fosfor en swael, dit bevat ook 'n sekere hoeveelheid legeringselemente. Die legeringselemente in staal sluit in silikon, mangaan, molibdeen, nikkel, swael, vanadium, titanium, niobium, boor, lood, seldsame aardmetalen, ens. Een of meer soorte staal word legering genoem staal. Die legeringstaalstelsels verskil met hul onderskeie hulpbrontoestande, produksie- en gebruikstoestande. In die verlede is nikkel- en staalstelsels in die buiteland ontwikkel. China het gevind dat silikon, mangaan, vanadium, titanium, niobium, boor, lood en seldsame aardlegeringsstaalstelsel-legeringstaal ongeveer tien persent van die totale uitset van staal uitmaak. Oor die algemeen kan legeringstaalpype in 8 hooftipes verdeel word volgens hul gebruike. Tipes, hulle is: legeringstaalpype, veerstaalpype, drastaalpype, allooiwerktuigstaalpype, hoëspoed-gereedskapstaalpype, vlekvrye staalpype, hittebestande nie-velstaalpype, elektriese silikonstaalpype PC/ABS het goeie vormbaarheid en kan vir groot motors verwerk word. Komponente, soos motorskerms, het 'n hoë koste-werkverrigting. Legeringstaalpype word van gewone koolstofstaal gemaak deur 'n gepaste hoeveelheid van een of meer legeringselemente by die klassifikasie van yster-koolstoflegeringstaalpype te voeg: staalpype word verdeel in P91-legeringspype en sweisstaalpype ensovoorts.





